该研究主要关注了航空技术要求日益严格的情况下,固体火箭发动机(SRM)壳体性能的进一步优化。研究使用了共固化技术(co-curing technique)来制备碳纤维增强聚合物(CFRP)和三元乙丙橡胶(EPDM)复合材料。通过改变温度、加热时间和硫化剂的类型,调整了CFRP/EPDM复合材料的性能,以获得最佳的制造工艺。使用核磁共振(NMR)测试的交联密度为3.459 × 10^-4 mol/cm^3,90°剥离强度测试为2.342 N/mm,层间剪切强度(ILSS)为82.08 MPa,这些结果表明在160℃下加热20分钟并使用DCP/S硫化体系可以获得复合材料的最佳机械性能。

CFRP和EPDM橡胶由于其具有优异的性能特性,是SRM的关键部件。CFRP因其低密度、高强度、尺寸稳定性和耐腐蚀而被用作SRM案例。EPDM橡胶因其密度(0.85 g/cm3)、导热系数低、热稳定性高而被应用作SRM的热屏障。然而,当火箭发射时,高速热流可以产生极高的温度(2000-4000◦C)和压力(约60bar),从而导致势垒的降解和脱粘。因此,CFRP和EPDM橡胶之间的界面粘合强度必须足够强,以抵抗高速热流的冲击。
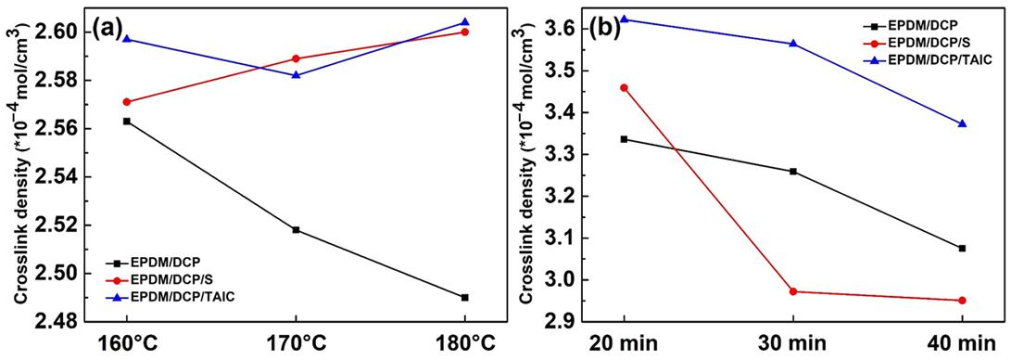
图2
温度、时间和硫化剂类型对EPDM橡胶交联密度的影响如图2所示。如图2a所示,随着温度的逐渐升高,EPDM/DCP橡胶的交联密度逐渐降低,而EPDM/DCP/S和EPDM/DCP/TAIC的交联密度保持在相对合理的数值。一种可能的解释可能是,如S和TAIC等固化辅助剂的存在可以将C-S或C-O键引入该交联体系,以提高交联结构的完整性。此外,在EPDM橡胶中,在长时间高温条件下,C-S、C-C和C-O键断裂,导致EPDM橡胶的交联密度降低。因此,EPDM橡胶的最佳固化温度为160℃。随着时间的增加,EPDM橡胶的交联密度呈持续下降趋势,其中EPDM/DCP/S的交联密度下降最快(图2b)。C-S、C-C和C-O键的键能分别为276kJ/mol、334 kJ/mol和364 kJ/mol,其中C-S键的键能最低。在长时间的高温条件下,C-S键比其他键更容易被破坏。EPDM橡胶的最佳固化时间为20 min。当温度为160℃时,时间为20 min时,EPDM橡胶的交联密度分别达到3.336,3.459和3.622×10^-4 mol/cm^3。EPDM/DCP/S和EPDM/DCP/TAIC的交联密度均显著高于EPDM/DCP,说明S和TAIC的掺入有利于提高橡胶的交联密度。
热重(TG)和差分热重(DTG)曲线EPDM橡胶的热解反应如图9a,b所示。与EPDM/DCP、Ti、EPDM/DCP/S和EPDM/DCP/TAIC的Tp和Tr均显著升高,但其含量显著升高,EPDM/DCP/S和EPDM/DCP/TAIC的炭化产率略有下降。这个EPDM/DCP/S和EPDM/DCP/TAIC比EPDM/DCP具有更高的热稳定性 。这要归因于S和TAIC的合并能提高EPDM橡胶的交联度,从而提高热性能,EPDM橡胶的稳定性。
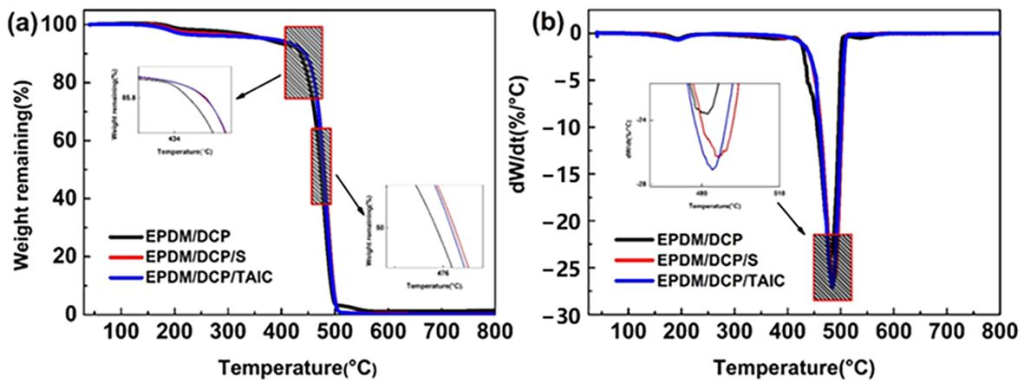
图9
研究的主要结论是:通过调整EPDM橡胶的硫化温度、加热时间和硫化体系,已经实现了CFRP/EPDM复合材料的最佳制备。研究结果表明,使用DCP/S硫化体系在160°C下硫化20分钟,CFRP/EPDM复合材料的界面层平均剥离强度和CFRP复合材料的层间剪切强度分别达到了2.342 N/mm和82.08 MPa。EPDM/DCP/S的交联密度为3.459 ×10^-4 mol/cm^3,比EPDM/DCP的交联密度高。EPDM/DCP/S具有出色的热稳定性,可以提高CFRP/EPDM复合材料的热性能。CFRP/EPDM复合材料显示出一个明显的界面相,宽度在20-30微米之间,这可能有助于提高复合材料的界面结合强度。界面层的形成机制是,在高温高压下,环氧树脂流动并扩散到EPDM橡胶的内部,当环氧树脂达到凝胶点后,可能会使CFRP和EPDM橡胶结合得更紧密。这项研究为获得更具成本和能源效率的固体火箭发动机壳体提供了一种新的方法。
如您对以上应用感兴趣,欢迎咨询:400-060-3233
Wei B, Yu C, Bai Y, et al. Preparation optimization of CFRP and EPDM composite by the co-curing method[J]. Materials, 2023, 16(2): 503.
 扫描二维码
扫描二维码 扫描二维码
扫描二维码电话:400-060-3233
售后:400-060-3233


返回顶部